|
临沂吨桶型坯吹胀压缩空气的注入
型坯被模具夹持后注入压缩空气。压缩空气起下述三种作用:
①吹胀型坯使之貼紧模具型腔;
②对已吹胀的型坯施加压力,以得到形状正确、表面文宇与图案清晰的制品;
③有助于冷却制品。
压缩空气注入型坯的方式有三种,见图3-70。在图3-70(a)中,通过机头芯棒向下注入压缩空气,模具上部成型容器的开口颈部,下部封接型坯。此法因乐缩空气通过芯棒,会降低芯棒温度,在进气杆与芯棒之间开设气隙,可适当避免之。如图3-70(b)通过进气杆从模具底部向上注入压缩空气就可避免这种现象,这里,模具上部封接型坯,下部成型容器颈部。由于空气入口位于型坯温度最低的下端,其接触进气杆后温度会进一步降低,这会影响型坯下端的膨胀性能,尤其容器下部形状较复杂时。此法适于吹塑颈口与容器体的中心线不重合的大型容器。还可如图3-70(0通过模具脚边刺入型坯的气针注入空气,气针可从容器颈部或其它部位插入,在制品上形成的插孔为暗孔,也可采用组合方式注入压缩空气。
图3-71示出了一种注入压缩空气与冷却介质(例如液化气体或压缩水雾)的进气杆设计。图3-72所示的球形进气杆可减小压缩空气对型坯的冲击。
图3-73示出了型坯的吹胀过程。注入压缩空气后,型坯逐渐膨胀,其中部的膨胀速率较大,故较先贴紧模腔。
压缩空气注入型坯之前,要经去湿与除油处理,尤其对透明或薄壁容器,因为湿气或油会使容器内表面出现麻点等缺陷。采用制冷干燥系统可除去吹胀空气中的多数湿气。
(责任编辑:admin)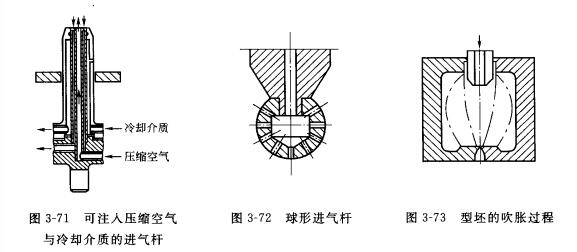 |