|
集装桶型坯吹胀压缩空气的注入
把压缩空气注人型坯的方式有三种,见图3-48。图(a)是通过机头芯棒向下注人压缩空气,模具上部成型制品的开口颈部,下部封接型坯;图(b)是通过进气杆从模具底部向上注入压缩空气,模具的上部封接型坯,模具的下部成型制品的颈部;图(c)气针是通过模具侧边刺人型坯,注人压缩空气,气针可在制品颈部或其他部位插人,在制品上形成的插孔为暗孔。也可采用组合方式注人压缩空气。
吹胀型坯时,引进的压缩空气容积速率大些为好,那样可以缩短吹胀时间,使制品得到较为均匀的厚度和较好的表面质量。但压缩空气的线速度不宜太大,否则会产生压缩空气进口处型坯内陷或者在口模处压缩空气把型坯冲断,以致不能吹胀而使型坯报废。
图3-49示出了型坯的吹胀过程。注人压缩空气后,型坯逐渐膨胀,其中部的膨胀速率较大,故较先贴紧模腔。
(责任编辑:admin)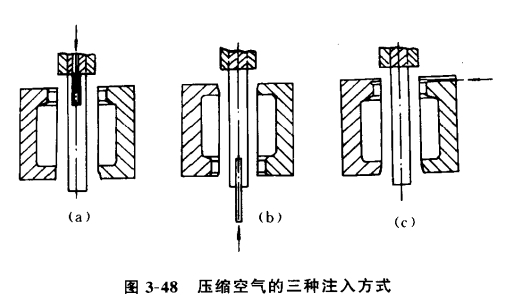 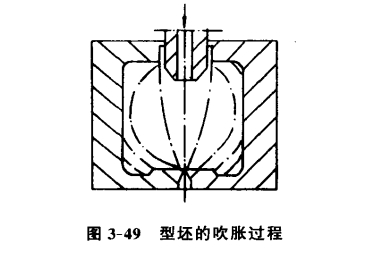 |