|
集装桶型坯的垂伸简介
与离模膨胀相反,挤出吹塑中型坯的&重引起的垂伸会堆加其长度,减小其直径与壁序,极个别情况下还可能使型坯断裂。聚合物分子量较小、熔体温度较高、负坯下降时间较长或坯长度较大时,均会增加型坯的垂伸量。
由于聚合物焙体具有黏弹性,故不能逑立型坯垂伸置与熔体黏度之间的定量关系,已提出多种方法来预示型坯的垂伸,例如,采用线性蠕变柔量(根据拉伸松弛模量计算)来预示垂伸。有学者认为,可建立延伸应力增长函数与垂伸性能之间的关系。也有研究者指出,型坯垂伸既非一恒定的应力速率过程,也非一恒定的应变速率过程,故它们之间没有直接的相关性。可见,目前还缺乏能根据意义明确的流变性能来预示型坯垂伸的可靠方法。因此,有人提出了用经验方法来估算型坯垂伸,还有人通过录像来记录型坯长度随时间的变化情况。
研究型坯垂伸时要考虑熔体的可恢复弹性形变与永久黏性流动。若型坯下降时间比熔体松弛时间长,则黏性流动起主要作用;相反,则弹性形变起主要作用。就黏度而言,这里与拉伸黏度有关。
当考虑型坯与垂伸的综合效应时,从流变学的观点来看,情形是相当复杂的。几位学者已分别掸出甩坯成型过程的模甩,他们均假设膨胀与幸伸能以某种方式叠如。不过,这些模型还不能可靠地预示对给定机头、聚合物与操作条件的形坯性能。
图2-9示出了型坯长度随时间的变化情况。困中的线性部分对应型坯的挤出成型阶段,挤出一停止,型坯长度软完全由型坯与垂伸确定。图2-9中的曲线1对应只有膨胀而无垂伸的情形;曲线2则表示只有垂伸而无膨胀的情况;实际情况(既有垂伸也有膨胀)则对应曲线3。可见,起始时型坯长度有少撼减小,随后较缓馒地增加,这表明型坯膨胀对时间有复杂的依赖关系。
(责任编辑:admin)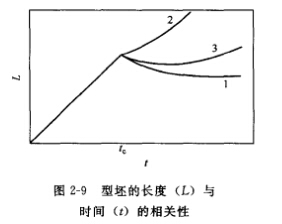 |